1、要求
法蘭的制造、檢驗(yàn)與驗(yàn)收除應(yīng)符合JB/T 4700—2000《壓力容器法蘭分類與技術(shù)條件》標(biāo)準(zhǔn)規(guī)定外,還應(yīng)符合圖樣要求。對(duì)用于工作溫度低于-20℃的長頸對(duì)焊法蘭及其配套螺柱、螺母的材料的性能,鍛件級(jí)別,低溫沖擊功能指標(biāo)及制造、檢驗(yàn)等技術(shù)要求應(yīng)符合GB 150—1998《鋼制壓力容器》的規(guī)定。
2、材料
①鋼板應(yīng)符合GB 150第4章材料、GB/T 3274—1988《碳素結(jié)構(gòu)鋼和低合金結(jié)構(gòu)鋼熱軋厚鋼板和鋼帶》、GB 6654—1996《壓力容器用鋼板》的規(guī)定。
②Q235-A鋼板不得用作盛裝液化石油氣體、毒性為高度或極度危害介質(zhì)的壓力容器法蘭。Q235-B鋼板不得用作毒性為高度或極度危害介質(zhì)的壓力容器法蘭。
③法蘭用碳素鋼和低合金鋼鋼板,凡符合下列條件者,應(yīng)在正火熱處理狀態(tài)下使用:
a、厚度大于50mm的20R、16MnR鋼板;
b、15MnVR氐鋼板。
④法蘭允許用鋼板拼接焊制,對(duì)于長頸法蘭應(yīng)符合GB 150的有關(guān)規(guī)定。拼接法蘭應(yīng)進(jìn)行焊后消除應(yīng)力熱處理。
⑤鍛件按JB 4726—2000《壓力容器用碳素鋼和低合金鋼鍛件》或JB 4727—2000《低溫壓力容器用碳素鋼和低合金鋼鍛件》的II級(jí)檢驗(yàn)與驗(yàn)收。
⑥軋制法蘭常用鋼種為16Mn和20號(hào)鋼。軋制其他鋼種由供需雙方另行商定。
3、機(jī)械加工
①凹凸密封面凸面和凸面的外徑公差、榫槽密封面榫面和槽面的外徑公差按GB/T 1801—1999《極限與配合公差帶和配合的選擇》的規(guī)定。孔為H12,軸為H12。
②螺拄通孔中心圓直徑和相鄰兩螺柱通孔弦長的允許偏差為士0.6mm,任意兩螺柱通孔弦長的允許偏差見表中。

③上述規(guī)定外的未注公差尺寸的公差按GB/T 1804—2000《一般公差未注公差的線性和角度尺寸的公差》的中等m級(jí)的規(guī)定
4、焊接
①甲型、乙型平焊法蘭的法蘭環(huán)與圓簡(jiǎn)或短節(jié)的連接焊縫應(yīng)全焊透。長頸對(duì)焊法蘭與圓簡(jiǎn)的對(duì)接焊縫應(yīng)為全焊透焊縫。焊縫應(yīng)充滿、完整,不得有凹坑等危及強(qiáng)度的缺陷。
②法蘭的焊接應(yīng)依據(jù)可靠的焊接工藝評(píng)定,以確保焊接質(zhì)量。
5、法蘭與圓簡(jiǎn)連接要求
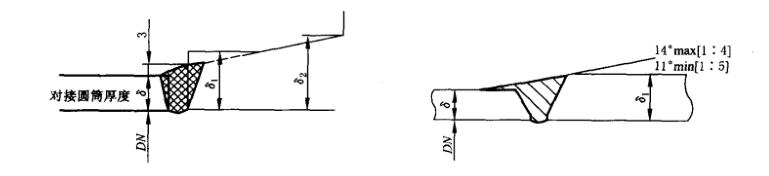
①乙型平焊法蘭的短節(jié)厚度或長頸對(duì)焊法蘭的直邊厚度和與其連接的圓筒厚度不等時(shí):若圓筒厚度不大于10mm,且與短節(jié)或長頸直邊厚度差超過3mm;若圓筒厚度大于10mm,且與短節(jié)或長頸直邊厚度差大于筒體厚度的30%或超過5mm時(shí),乙型平焊法蘭應(yīng)按斜率1:3、長頸對(duì)焊法蘭按圖虛線削薄,或者在對(duì)接焊縫的筒體端部按圖中堆焊過渡。
②與長頸對(duì)焊法蘭相連接的圓簡(jiǎn)厚度應(yīng)不小于JB/T 4703—2000《長頸對(duì)焊法蘭》中對(duì)法蘭尺寸的規(guī)定,調(diào)整法蘭總髙度H(其他尺寸不變),并連同法蘭厚度在標(biāo)記中標(biāo)明。
6、檢驗(yàn)與驗(yàn)收
①法蘭焊縫檢測(cè)要求
法蘭的拼接焊縫須經(jīng)100%射線或超聲檢測(cè)。
對(duì)于長頸對(duì)焊法蘭,當(dāng)工作壓力大于或等于表中規(guī)定的允許工作壓力時(shí),法蘭與圓筒的對(duì)接焊縫必須進(jìn)行100%的射線或超聲檢測(cè),檢測(cè)方法按JB 4730—1994《壓力容器無損檢測(cè)》的規(guī)定。射線檢測(cè)II級(jí)為合格,超聲檢測(cè)I級(jí)為合格。當(dāng)法蘭所在容器圖樣對(duì)容器殼體的檢測(cè)要求未能滿足上述要求時(shí),則該要求應(yīng)在圖樣中標(biāo)明。
對(duì)于甲型平焊法蘭和乙型平焊法蘭,法蘭與圓筒或短節(jié)間的連接焊縫表面應(yīng)進(jìn) 行磁粉或滲透檢測(cè),檢測(cè)方法按4730的規(guī)定,檢測(cè)結(jié)果I級(jí)為合格。
②法蘭表面不得有裂紋及其他降低法蘭強(qiáng)度或連接可靠性的缺陷^
③乙型平焊法蘭短節(jié)的制造、檢驗(yàn)與驗(yàn)收要求與對(duì)焊的圓筒相同。
④帶襯環(huán)的法蘭,檢漏孔應(yīng)通入0丨4?汰5\1?3的壓縮空氣或05燦3的氨氣進(jìn) 行焊縫質(zhì)請(qǐng)和滲漏檢查^檢漏孔中心線對(duì)兩相鄰螺柱孔跨中。
7、其他要求
①襯環(huán)法蘭密封面的加工應(yīng)在襯環(huán)焊接、檢驗(yàn)合格后進(jìn)行。
②法蘭加工完后應(yīng)在密封面上涂防銹油,并防止密封面碰傷。
③對(duì)于法蘭成品,需在其外圓面上打上鋼印標(biāo)記:鋼號(hào)、公稱直徑、公稱壓力;襯環(huán)材料、短節(jié)材料應(yīng)用括號(hào)標(biāo)注在法蘭材料后。
例:16MnR(環(huán)0Cr18Ni9)(短節(jié)16MnR)DN 1000 PN1.00






