安全問題是核電行業(yè)的重中之重, 直接影響核電是否能夠大規(guī)模使用 從材料及成形角度提高核電大型鍛件整體性能對(duì)保障核電的安全使用起著至關(guān)重要的作用
大型鍛件內(nèi)部質(zhì)量一般通過超聲無損檢測(cè)方法進(jìn)行評(píng)判, 而不同批次鍛件探傷結(jié)果波動(dòng)大是國(guó)內(nèi)整個(gè)大型鑄鍛件行業(yè)所面臨的重大難題,根據(jù)對(duì)探傷不合格鍛件的取樣分析發(fā)現(xiàn), 引起大型鍛件探傷不合格的主要原因包括:
(1) 由冶煉過程中夾帶入鋼錠中的非金屬夾雜物超標(biāo)引起的微觀裂紋或其他缺陷;
(2) 在鍛件微觀組織偏析帶中發(fā)生的微觀裂紋 ;
(3) 鋼錠內(nèi)部原有疏松~ 孔洞等缺陷未閉合而大型鍛件缺陷產(chǎn)生的時(shí)間可能在鋼錠凝固~ 鍛造以及后續(xù)熱處理過程中, 因此, 無論哪種原因造成的大型鍛件探傷不合格均由鋼錠冶金~ 鍛造以及熱處理3 個(gè)工藝過程共同決定 大型鋼錠中的微觀組織偏析難以避免, 針對(duì)由鍛件組織偏析帶內(nèi)部開裂引起的大型鍛件探傷不合格目前的解決方法主要包括:
(1) 改進(jìn)鋼錠凝固工藝 以改善鋼錠中微觀偏析的情況 ;
(2)優(yōu)化鍛前高溫?cái)U(kuò)散工藝 用以消除鋼錠中的枝晶偏析 ;
(3) 優(yōu)化鍛造工藝 使金屬在三向壓應(yīng)力情況下發(fā)生較大塑性變形
1、鍛件缺陷
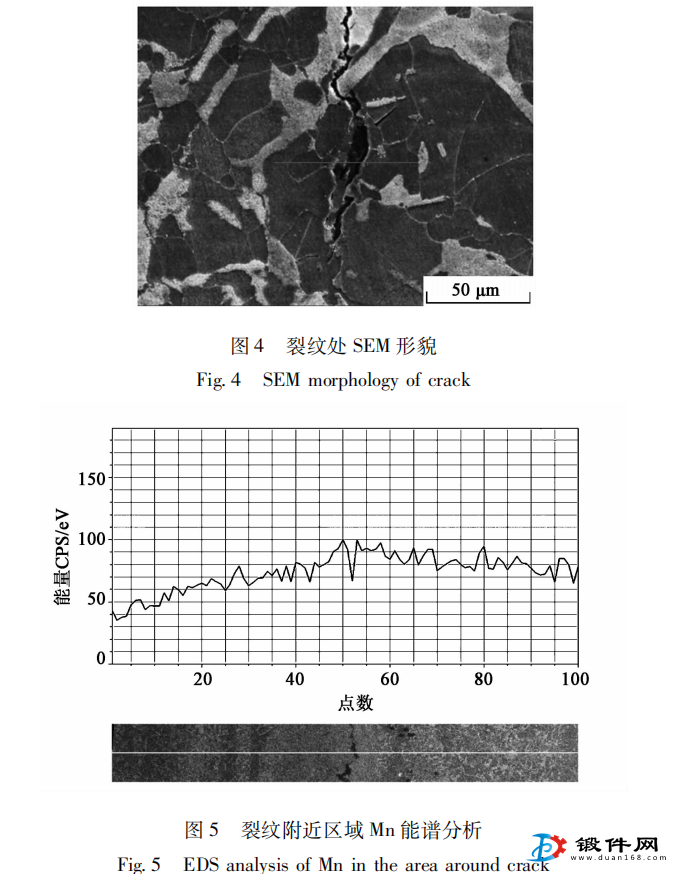
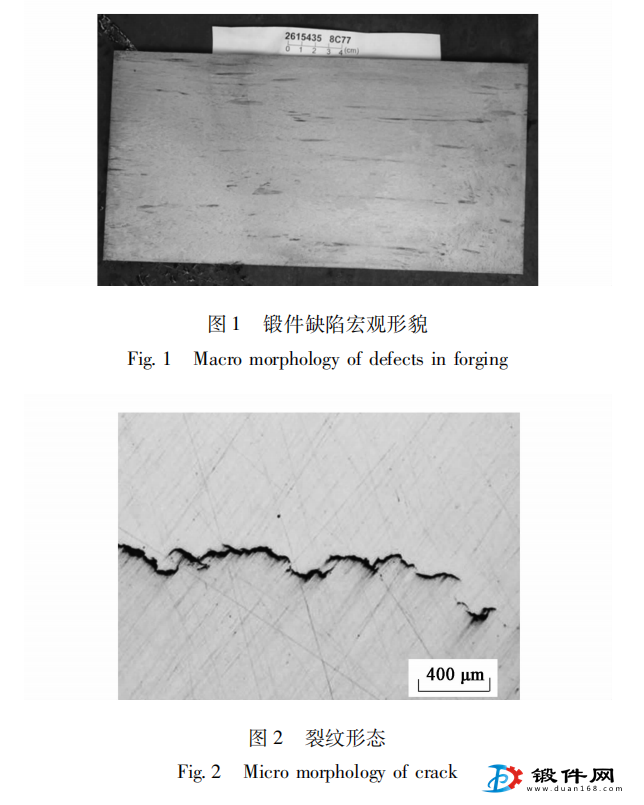
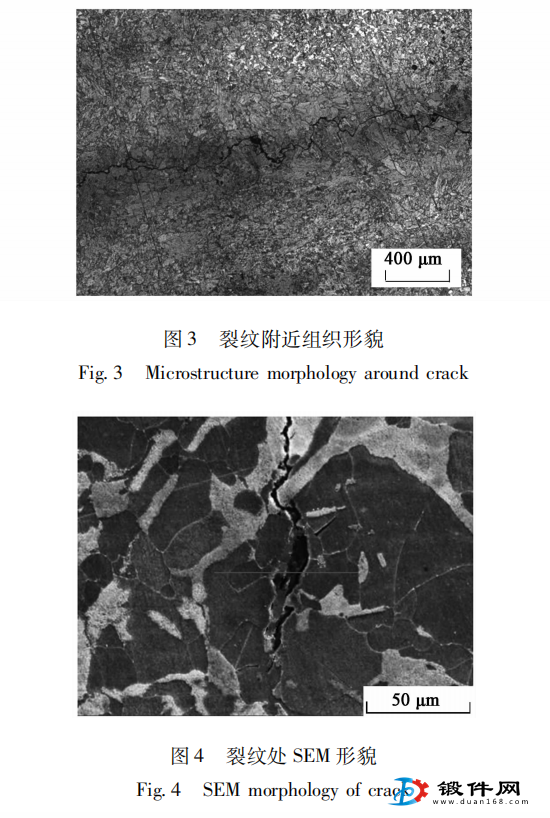
某SA508-3鋼大型鍛件熱處理后 超聲波探傷發(fā)現(xiàn)最大當(dāng)量為7mm的密集型缺陷為確定該鍛件的探傷缺陷性質(zhì) 在探傷缺陷嚴(yán)重位置進(jìn)行取樣并進(jìn)行理化檢驗(yàn)分析對(duì)取樣位置材料進(jìn)行化學(xué)成分分析 結(jié)果基本滿足鍛件設(shè)計(jì)要求 在缺陷區(qū)域取樣進(jìn)行低倍檢驗(yàn) 正常區(qū)和缺陷處的各類夾雜物均未超標(biāo) 其低倍組織形貌如圖1 所示 鍛件內(nèi)部缺陷為多處平行于主變形方向的線性裂紋 如圖2所示 裂紋呈斷續(xù)相連的鋸齒狀 裂紋處及其附近未發(fā)現(xiàn)非金屬夾雜物 說明裂紋的產(chǎn)生與非金屬夾雜物無關(guān) 因此裂紋并不是夾雜性裂紋 采用光學(xué)顯微鏡及掃描電鏡對(duì)鍛件裂紋處的組織形貌進(jìn)行分析 如圖3 圖4 所示 裂紋存在于偏析帶中 裂紋中間較寬 兩端尖銳 沿晶界擴(kuò)展 對(duì)試樣的裂紋附近進(jìn)行EdS 線分析 如圖5 所示 發(fā)現(xiàn)偏析條帶中的Mn元素含量較高 圖3 裂紋附近組織形貌
綜上所述 鍛件內(nèi)部缺陷為斷續(xù)鋸齒狀的裂紋缺陷 根據(jù)EdS線分析 鋸齒狀裂紋均出現(xiàn)在鍛件微觀偏析帶內(nèi) 微觀偏析條帶的存在使得鍛件局部區(qū)域硬度和體積變化率不同于周圍的正常組織 在熱應(yīng)力 組織應(yīng)力和變形應(yīng)力的共同作用下 偏析條帶內(nèi)易萌生裂紋 且在后續(xù)的鍛造和熱處理中逐漸擴(kuò)展
2 、錐板鐓粗+胎模旋轉(zhuǎn)展平工藝有限元分析為了避免鍛件微觀偏析帶內(nèi)裂紋的產(chǎn)生在大型鍛件的自由鍛過程中, 應(yīng)通過優(yōu)化鍛造工藝方法使鍛件內(nèi)部金屬在三向壓應(yīng)力情況下發(fā)生大變形,從而避免新裂紋的產(chǎn)生, 有利于已有閉合裂紋的焊合, 使鍛件組織更加均勻O 目前, 大型板類鍛件的基本成形工藝為平板鐓粗+錐板鐓粗+旋轉(zhuǎn)展平方法, 鍛件側(cè)面為自由變形區(qū)域, 實(shí)際變形效果與平板鐓粗相似, 不利于鍛件內(nèi)部缺陷的消除, 且很可能引起偏析條帶內(nèi)裂紋的產(chǎn)生O 為了優(yōu)化旋轉(zhuǎn)展平方法, 將展平過程中增加環(huán)形約束, 即胎模旋轉(zhuǎn)展平方法, 如圖6所示。