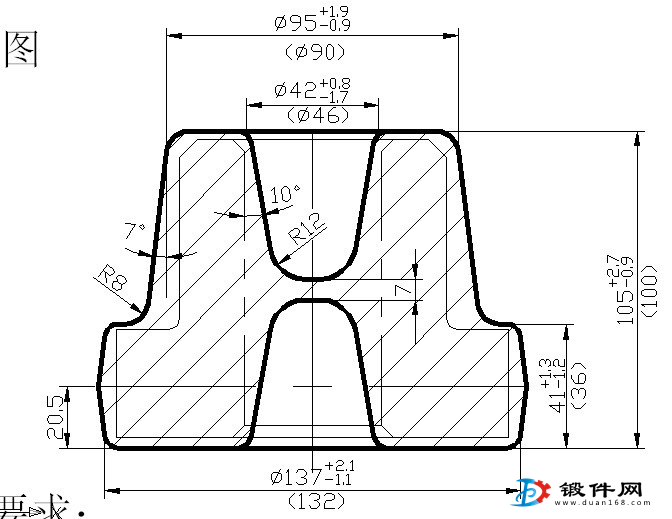
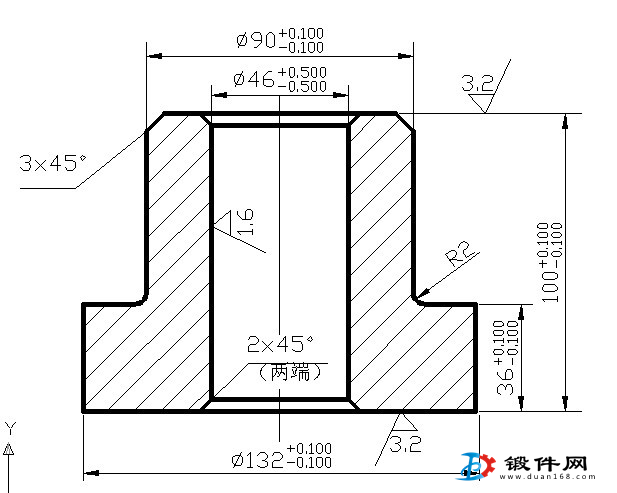
如圖,根據零件圖繪制鍛件圖。
在1噸模鍛錘上模鍛,生產批量為成批生產。
解:計算過程如下
1、確定機械加工余量和公差
(1)計算鍛件質量m


![]()
(2)計算鍛件復雜系數S
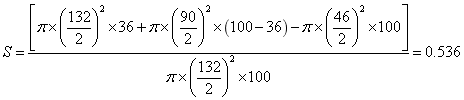
S在 范圍內,所以復雜系數為
范圍內,所以復雜系數為 級。
級。
(3)材質系數M
45鋼含碳量c%=0.42~0.50%<0.65%
所以材質系數為 級。
級。
(4)由表2-2、表2-3查得零件加工余量
鍛件厚度尺寸100mm,余量2.0~2.5mm,取2.5mm。
鍛件長度尺寸132mm,余量2.0~2.5mm,取2.5mm。
內孔直徑尺寸46mm,余量2.6mm。
根據鍛件質量m、復雜系數S、材質系數M,由表2-4、2-6查公差
鍛件尺寸132mm,公差 ;
;
鍛件尺寸90mm,公差 ;
;
厚度尺寸100mm,公差 ;
;
厚度尺寸36mm,公差 ;
;
內孔直徑46mm,公差 ;
;
錯差1.2mm;
殘留飛邊公差1.2mm;
表面缺陷,不允許超過1.2mm。
2、確定模鍛斜度
由零件尺寸,查得,內表面拔模斜度![]() ,外表面拔模斜度
,外表面拔模斜度![]() 。
。
3、圓角半徑
外圓角半徑r=余量+a=2.5+2=4.5mm,取r=5mm。
內圓角半徑R=(2~3)r,根據需要,取R=8mm。
4、沖孔連皮
連皮厚度 
![]()
取
圓角半徑 
綜上得,鍛件圖如下。