一、鍛件毛坯材料
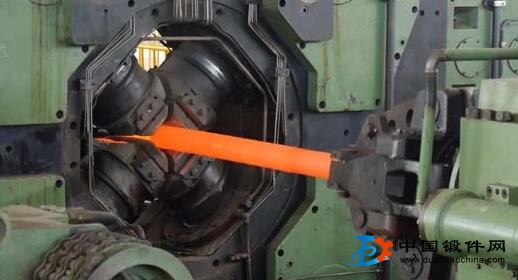
徑向鍛造是采用多錘頭,又是沿徑向鍛打,金屬變形處于三向壓應力狀態(tài),有利于提高金屬塑性,因此能加工的材料范圍較廣,不僅適用于鍛造一般鋼材,也適于鍛造高強度低塑性的高合金鋼,尤其適用于難熔金屬如鎢、鉬、鈮等及其合金的開坯和鍛造。對于冷鍛來說,材料硬度在85HRB以下最容易鍛打,103HRB以上不適合冷鍛。對于鋼來說,w(C)在0.22%以下進行冷鍛。對于高碳鋼冷鍛時,則需經(jīng)過滲碳體球化退火,未退火
的則是細的珠光體合適。
二、鍛件毛坯尺寸
一般實心鍛件毛坯直徑等于或稍大于鍛件直徑。鍛空心件應選用管坯,為保證芯棒能自由投入,管坯的內(nèi)徑至少應比芯棒直徑大1-2mm。至于管坯壁厚可根據(jù)鍛件壁厚尺寸,適當考慮縮徑時截面減小和壁厚略有增加來選取。若壁厚和外徑尺寸允許時,可有意選用內(nèi)徑較大的管坯,在鍛打時,氧化皮自動脫落,可得到光滑的內(nèi)表面。
確定毛坯體積所考慮的其他因素與一般鍛造方法相同。
三、鍛件毛坯形式
徑向鍛造的毛坯不僅有棒材、線材、管材,而且可用深拉深件、鐓粗件、擠壓件、車削件、鏜孔件等預成形件及切削加工件。
四、鍛件毛坯加熱
熱徑向鍛造時,由于加熱產(chǎn)生氧化皮使錘頭和設備損傷,應考慮無氧化加熱。






